 … ein schönes Osterwochenende und, wo immer möglich, ein paar ruhige Feiertage.
… ein schönes Osterwochenende und, wo immer möglich, ein paar ruhige Feiertage.
In diesem Sinne::
Frohe Ostern ![]()
… ein schönes Osterwochenende und, wo immer möglich, ein paar ruhige Feiertage.
In diesem Sinne::
Frohe Ostern ![]()
 Eine kleine Erinnerung:
Eine kleine Erinnerung:
In der Nacht von Samstag auf Sonntag, beginnt die Sommerzeit. Die Uhren also eine Stunde vorstellen, nicht vergessen!
Sinnvoll? Na, lassen wir das… ![]()
Tagtäglich sieht man morgens Menschen hektisch zu ihren Arbeitsplätzen eilen. Viele halten dabei eine Zigarette in den Händen. Allerdings fällt hier immer öfter die E-Zigarette ins Auge.
Auch beim abendlichen Treffen mit Freunden lässt sich diese Art von Zigarette antreffen. Ein Zuwachs von elektrischen Zigaretten ist deutlich zu erkennen. Im Folgendem soll näher darauf eingegangen werden, warum immer mehr Nutzer die E-Zigarette den herkömmlichen Zigaretten vorziehen.
Ein Blick in das Internet zeigt: der Nutzer hat die Qual der Wahl. E-Zigaretten beinhalten ein sogenanntes E-Liquid. Dies ist für den Geschmack des Dampfes verantwortlich. Entscheidet man sich für eine E-Zigarette, benötigt man dieses Liquid. Hier gibt es sämtliche Angebote, wenn es um den Geschmack geht. Egal ob man Lust auf etwas Fruchtiges hat, lieber den traditionellen Zigarettengeruch möchte, oder das Verlangen nach etwas Süßerem hat, für alle Geschmäcker ist etwas dabei. Zudem ist man nicht an eine Geschmacksrichtung gebunden, sondern kann auch die Liquide untereinander mischen.
Die elektronische Zigarette wird von vielen Nutzern nicht nur zum dampfen herangenommen, sondern stellt auch eine Art Accessoire dar. E-Zigaretten können in den unterschiedlichsten Farben erworben werden. Aber auch die Form der elektronischen Zigarette kann sich der Käufer aus einer Vielzahl von Angeboten aussuchen. Hier reicht die Palette von einem Nachbau einer herkömmlichen Zigarette , über ein eckiges Gehäuse, bis hin zu kunstvoll verzierten E-Zigaretten. Man kann sie also perfekt an seine Bedürfnisse anpassen. Schlägt man Zeitungen auf, in denen Prominente abgebildet sind, sieht man des Öfteren die elektronische Zigarette als Begleiter der Stars. Sogenannte It-Girls werden regelmäßig mit E-Zigaretten gesichtet. Diese haben großen Einfluss auf die jüngere Generation und setzen Trends. Auch in Filmen wird die E-Zigarette immer beliebter. So schaffte sie ihren Durchbruch 2010, als Johnny Depp sie in einem Film nutzte.
Ein weiter Grund, weshalb sich die Anzahl der E-Zigarettennutzer rasant vermehrt, ist, dass sie eine gute Alternative zur normalen Zigarette ist. Man ist mit ihr nicht an das Rauchverbot gebunden. Auch der beißende Zigarettengeruch bleibt bei der E-Zigarette aus. So riecht die Kleidung am nächsten Tag nicht nach kaltem Zigarettenrauch.
Es haben sich im Internet viele Foren entwickelt, in denen sich die Nutzer untereinander Tipps geben. Egal um welches Problem es sich handelt, die Community hilft sich. Sei es das Austauschen von Erfahrungsberichten oder das Bewerten von Liquiden, es findet ein reger Austausch statt. Sie bieten eine Orientierungshilfe im Dschungel der Marken und Liquiden. Sie geben allerdings auch Hilfestellungen für Anfänger und erklären die Funktionsweise von E-Zigaretten.
Ein nicht wesentlicher Aspekt, weshalb die Nutzung von E-Zigaretten so beliebt ist, stellt der finanzielle Aspekt dar. Dies hängt natürlich von der individuellen Rauchmenge ab. Viele nutzen das Angebot einer elektrischen Zigarette auch, um sich das Rauchen abzugewöhnen. Die oben genannten Liquide sind jeweils mit und ohne Nikotin erhältlich.
Allerdings kann und muss jeder für sich selbst entscheiden, ob er sich für eine elektronische Zigarette entscheidet. Man kann sich kostenlos in Foren darüber informieren und natürlich auch Fragen stellen.
 Irgendwann in den letzten Wochen habe ich bemerkt, dass meine Webcam am Laptop streikt. Ich benutze das Gerät wirklich selten, kann also daher nicht genau festlegen, in welchem Zeitraum das Problemchen aufgetaucht ist.
Irgendwann in den letzten Wochen habe ich bemerkt, dass meine Webcam am Laptop streikt. Ich benutze das Gerät wirklich selten, kann also daher nicht genau festlegen, in welchem Zeitraum das Problemchen aufgetaucht ist.
Eine Anwendung greift auf die Kamera zu, die Staus-LED springt kurz an und das war es auch schon. Die zugreifende Anwendung stürz ab oder friert ein, die LED geht aus. Spielereien an den Treibern bringen nichts, am System selber ist alles wie immer und in der Vergangenheit lief das Gerät fehlerfrei.
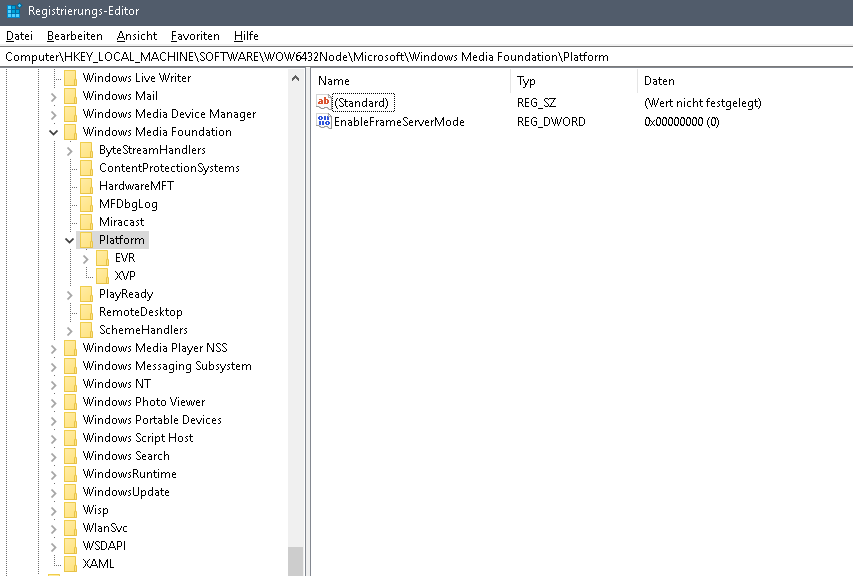
Lange Rede, kurzer Sinn – hier lag es an Windows. Mit einem der großen Windows 10 Updates, gab es Änderungen im Zusammenhang mit den YUY2/MJPEG/H264 Umgebungen, manche Kamera mag das eben nicht,
(Registry ändern: Windowstaste + R -> ‚regedit‘ eingeben -> Links in der Liste die Schlüssel suchen. Wer jetzt nicht weiß, was gemeint ist, sollte sich das beim ersten Mal zeigen lassen, die Gefahr sein Windows zu ruinieren, ist durchaus gegeben! ![]() )
)
HKEY_LOCAL_MACHINE\SOFTWARE\Microsoft\Windows Media Foundation\Platform
und
HKEY_LOCAL_MACHINE\SOFTWARE\WOW6432Node\Microsoft\Windows Media Foundation\Platform
Einzutragen bzw. rechts neu anzulegen:
DWORD-Wert (32-Bit): EnableFrameServerMode
Wert: 0
Die Lösung habe ich mir übrigens auf diversen Webseiten zusammengesammelt, kommt öfter vor ![]() An dieser Stelle einfach ein pauschaler Dank an all die anderen Schreiber und Tüftler, deren Lösungen funktionieren, welche man aber im Durcheinander vergisst oder die nie genannt werden
An dieser Stelle einfach ein pauschaler Dank an all die anderen Schreiber und Tüftler, deren Lösungen funktionieren, welche man aber im Durcheinander vergisst oder die nie genannt werden ![]()
 Da hat man einen Termin in Mannheim und noch etwas Luft auf der Uhr, schaut sich ein wenig in der Gegend um (ja, bin in der Ecke halt immer noch „neu“
Da hat man einen Termin in Mannheim und noch etwas Luft auf der Uhr, schaut sich ein wenig in der Gegend um (ja, bin in der Ecke halt immer noch „neu“ ![]() ) und trifft selbst dann auf Lokomotiven, Gleise und Wagen
) und trifft selbst dann auf Lokomotiven, Gleise und Wagen ![]()
Gehört zum Technoseum, da werde ich mir mal extra Zeit für nehmen. Einige Bilder gehören einfach in den Blog














WALCHER Energietechnik hat beschlossen, meinen Blog als einen der Top Blogs 2017/2018 zum Thema Elektrotechnik auszuzeichnen!
Vielen Dank, fühlt sich gut an ![]()

Wie ja einige sicher mitbekommen haben, gab es heute Vormittag hier im, am und mit dem Blog einige Störungen. Jetzt flutscht es wieder, „webhoster“ hat, wie immer, schnell und kompetent die Probleme behoben.
Vielen Dank für die Hinweise, ich hätte das wahrscheinlich erst wesentlich später bemerkt, ebenso vielen Dank an alle Beteiligten ![]()
 Vielleicht bin ich ja ein Romantikmuffel, aber am Valentinstag bei Facebook, Twitter, Google+ und Co reinzusehen, kann echt anstrengend sein
Vielleicht bin ich ja ein Romantikmuffel, aber am Valentinstag bei Facebook, Twitter, Google+ und Co reinzusehen, kann echt anstrengend sein ![]()



Wie vermutet, sind drei Schubladen bei der Masse an Kleinkram hier, nicht annähernd ausreichend ![]()
Da werden im Laufe der Zeit noch etliche folgen müssen…
 Wenn lange erwarteter Kleinkram endlich ankommt, ist dies ein guter Grund, mal wieder neu zu sortieren und Ordnung zu schaffen
Wenn lange erwarteter Kleinkram endlich ankommt, ist dies ein guter Grund, mal wieder neu zu sortieren und Ordnung zu schaffen ![]()
 Nicht ganz zufällig ist es dann günstig, wenn man sich einen kleinen Schubladenschrank gedruckt hat….
Nicht ganz zufällig ist es dann günstig, wenn man sich einen kleinen Schubladenschrank gedruckt hat….
 … und (mal wieder) damit beginnen kann, den Teilebestand auf einen aktuellen Stand zu bringen.
… und (mal wieder) damit beginnen kann, den Teilebestand auf einen aktuellen Stand zu bringen.
Der nächste Schrank ist schon im Druck, ich fürchte, da werden noch einige unzählige folgen ![]()